I am reproducing a good discussion in a process safety forum in Linkedin (Process safety management) here:
August 2, 2016
July 29, 2016
Production without danger, or who controls the process safety in Tatarstan Source : http://realnoevremya.com/today/386
Production without danger, or who controls the process safety in Tatarstan Source : http://realnoevremya.com/today/386
Good article with points that are relevant to all
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Good article with points that are relevant to all
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
July 26, 2016
17 units in visakhapatnam scored less on safety standards
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
July 25, 2016
Overcoming the challenges of sealing at high temperatures
Overcoming the challenges of sealing at high temperatures
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
July 21, 2016
Case Study: Root Cause on Seal Failure in Refinery
Case Study: Root Cause on Seal Failure in Refinery
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
July 18, 2016
Fatality Involving Fractured Gate Valve Housing
Fatality Involving Fractured Gate Valve Housing
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
July 14, 2016
Which came first? The overspeed or the fire - by EDT
Which came first? The overspeed or the fire - by EDT
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
July 11, 2016
Mechanical or electrical trip system testing? - Plant services.com
Mechanical or electrical trip system testing? - Plant services.com
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
July 7, 2016
Bhopal Plant Disaster – Situation Summary M.J. Peterson
Bhopal Plant Disaster – Situation Summary M.J. Peterson
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
July 6, 2016
Tesla driver killed while using autopilot
Tesla driver killed while using autopilot: The U.S. announced on Thursday the 40-year-old owner of a technology company who nicknamed his vehicle “Tessy” and had praised its sophisticated “autopilot” system just one month earlier for preventi
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
July 4, 2016
Case study on chlorine leak
Read the case study on the chlorine leak in Mumbai port trust in 2010 in this link
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
July 2, 2016
Three killed in boiler blast
News reports coming in of a boiler blast at a major ammonia urea complex in Mumbai. Reportedly, 3 people are killed and 5 have been injured. The blast is supposed to have occurred when maintenance work was n progress. We have to wait for the investigation details to come out.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
July 1, 2016
Mafunctioning instrument air regulator incident
Instrument technicians were re-calibrating a control valve positioner. The feedback arm between the valve and the positioner was
disconnected, a mA source was connected, and the valve was stroked using
the flapper & nozzle arrangement inside the positioner. While doing this, due to a faulty regulator, full instrument air pressure of 8.5 bar was applied and the top of the diaphragm casing ruptured propelling it far away. On investigation, inside the regulator, three screws had become loose in service due to vibration. The regulator did not have full rated relief and no
external relief device was fitted as part of the original valve supply.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
June 28, 2016
Resilience and the Pembroke refinery explosion
Interesting article in this link: Resilience and the Pembroke refinery explosion
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
June 24, 2016
Achieving zero accidents
Article by Chevron on how they are achieving zero accidents in this link
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
June 21, 2016
Crane collapse at refinery
Crane collapse at refinery
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
June 18, 2016
API’s new bill: “committed to pipeline safety and zero incidents”
API’s new bill: “committed to pipeline safety and zero incidents”
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
June 16, 2016
Fall inside reactor
After helping to dismantle a metal scaffold inside a reactor, a worker was at the base of the reactor getting ready to exit through the overhead reactor manhole. While the worker was climbing up 14 meters up the vertical rope ladder, he fell and landed at the base of the reactor. He had not anchored his safety harness though he was wearing one. The worker was immediately rescued but he died on the way to the hospital. Climbing up rope ladders is physically exhausting the the fitness of the person is important. Provide anchoring system for the safety harness while climbing up rope ladders inside vessels.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
June 13, 2016
Look alikes causes fatality
Two maintenance workers were trying to remove a safety valve after obtaining work permit, when one of them was overcome with H2S and fell from the scaffolding and died. Both workers had unscrewed the flange bolts of the wrong safety valve. There were two safety valves that were identical in nature at the same location. One was isolated and permit handed over to remove that. But the workers opened the valve in service. What system do you have to prevent similar accidents?
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
June 10, 2016
Osha cites company in explosion
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
June 9, 2016
The long story of barges and ammonia transportation
The long story of barges and ammonia transportation:
The recent incident in which a leak in an ammonia tank headed for the Fertilizers and Chemicals campus takes memories back to the long history of the public sector company using Kochi’s backwaters to
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
The recent incident in which a leak in an ammonia tank headed for the Fertilizers and Chemicals campus takes memories back to the long history of the public sector company using Kochi’s backwaters to
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
June 6, 2016
Safety norms thrown to winds at pharma, chemical units?
Safety norms thrown to winds at pharma, chemical units?:
“All the three versions will be clubbed and submitted to the District Collector for action,” said Joint Collector-2 D.V. Reddy, who had come to inspect the accident site at Srikar Laboratories.“Firstl
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
“All the three versions will be clubbed and submitted to the District Collector for action,” said Joint Collector-2 D.V. Reddy, who had come to inspect the accident site at Srikar Laboratories.“Firstl
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
June 3, 2016
Barge ban leaves FACT in fix
Barge ban leaves FACT in fix:
“The very existence of FACT is dependent on the continuing production of fertilizers, for which ammonia transportation by barge is absolutely essential,” it added.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
“The very existence of FACT is dependent on the continuing production of fertilizers, for which ammonia transportation by barge is absolutely essential,” it added.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
June 2, 2016
One killed, 15 injured in pharma unit blast
Thanks to Mr Satya Subrahmanyam for sending news about this incident.
One killed, 15 injured in pharma unit blast:
Immediately after the explosion, ammonia gas leaked and a woman was among the 15 affected. “Ramakrishna’s lungs were filled with the gas and he died before we could shift him to a hospital,” said DCP
From the photo in the article, it is eerily similar to a CSB case study where an ammonia exchanger exploded due to overpressurisation as its safety valve was blocked.
Read the CSB case study in this link
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
One killed, 15 injured in pharma unit blast:
Immediately after the explosion, ammonia gas leaked and a woman was among the 15 affected. “Ramakrishna’s lungs were filled with the gas and he died before we could shift him to a hospital,” said DCP
From the photo in the article, it is eerily similar to a CSB case study where an ammonia exchanger exploded due to overpressurisation as its safety valve was blocked.
Read the CSB case study in this link
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
June 1, 2016
Hazards when purging hydrogen gas cooled generators by OSHA
Hazards when purging hydrogen gas cooled generators
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 26, 2016
at-least-three-feared-dead-in-chemical-factory-explosion-in-dombivali
http://www.thehindu.com/news/cities/mumbai/at-least-three-feared-dead-in-chemical-factory-explosion-in-dombivali/article8649508.ece
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Passive fire protection for a refinery
Passive fire protection for a refinery
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 23, 2016
Setting a new standard in alarm management
Setting a new standard in alarm management
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 19, 2016
Avoiding Chemical Disasters, Managing Risks: EPA Addresses Chemical Safety - The Equation
Avoiding Chemical Disasters, Managing Risks: EPA Addresses Chemical Safety - The Equation
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 17, 2016
Explosion-on-tanker-kills-two-one-missing
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 14, 2016
Fire in chemical factory near Hyderabad
Reports coming in of a major fire in a chemical factory near Hyderabad. Read and see video about it in this link.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 13, 2016
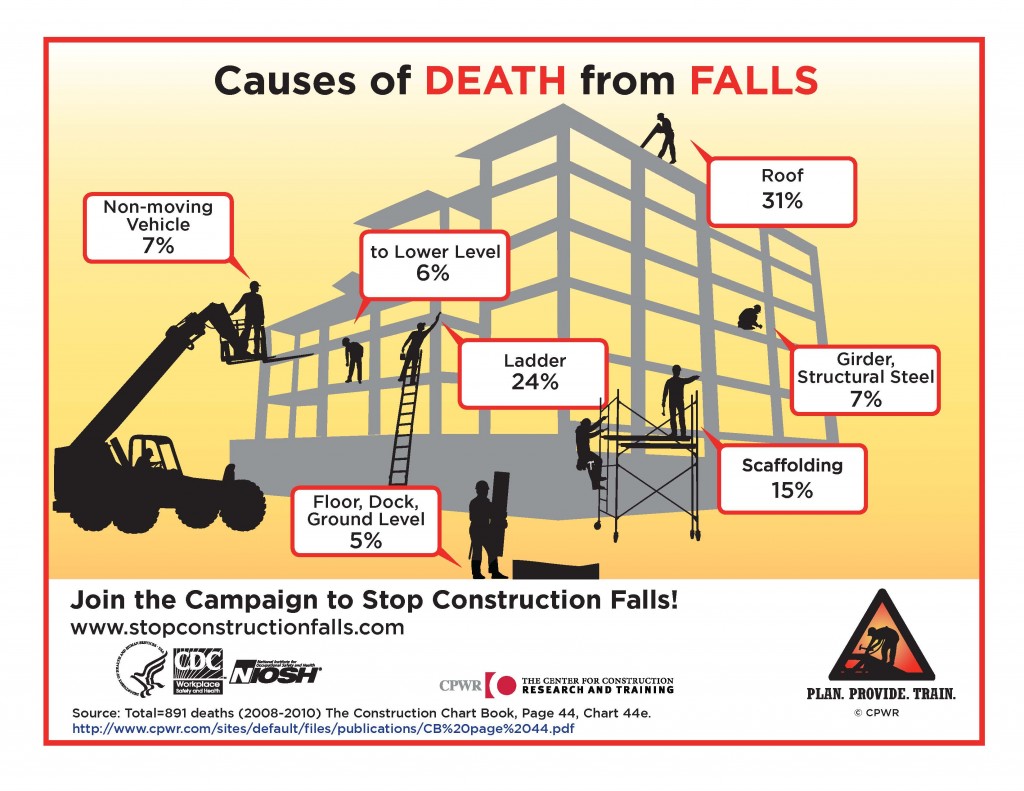
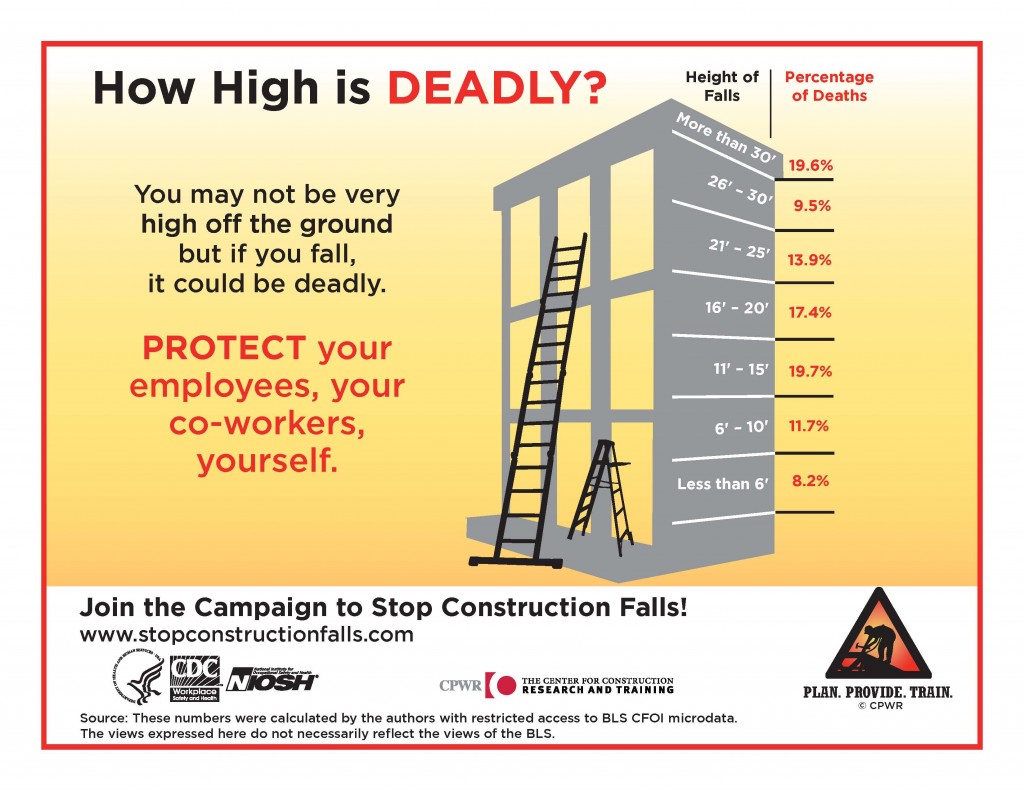
Working at height safety by OSHA


May 11, 2016
Detecting-leaks-in-gas-pipes-for-the-biggies
http://timesofindia.indiatimes.com/city/chennai/The-S-files-Detecting-leaks-in-gas-pipes-for-the-biggies/articleshow/51682957.cms
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 9, 2016
Ineffective Inspection, Maintenance Practices, Oversight Led to Washington Metrorail Fatal Accident
Ineffective Inspection, Maintenance Practices, Oversight Led to Washington Metrorail Fatal Accident
Reasons common to CPI accidents! The human is the connection.....
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Reasons common to CPI accidents! The human is the connection.....
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 6, 2016
Internal corrosion of gas cylinders and fire extinguishers
Thanks to Shri M.K.Rao, Executive Director of India Glycols limited for sending the following links to articles on how internal corrosion can effect gas cylinders and CO2 fire extinguishers.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
http://www.cryogas.com/pdf/
http://link.springer.com/
http://link.springer.com/
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 4, 2016
German nuclear plant in Bavaria infected with malware, logins compromised
https://www.rt.com/news/341083-germany-gundremmingen-plant-virus/
Are your control systems protected? I see there is a lack of enforcement of USB stick policy in many companies.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Are your control systems protected? I see there is a lack of enforcement of USB stick policy in many companies.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 2, 2016
Does government mean business on safety audit?
Does government mean business on safety audit?: Promises by people holding high office to make it mandatory have remained only on paper
Frequent industrial accidents have raised public alarm with the talk of conducting safety audit of each and
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Frequent industrial accidents have raised public alarm with the talk of conducting safety audit of each and
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 1, 2016
Are we forgetting lessons learnt in Process Safety Management?
I had recently posted this question in a forum: "In many of the process incidents I investigate, I see an eerie
connection to what we had done wrong ages ago when we started our
careers. This was a time in the 80's. For all you folks of that vintage,
are you experiencing the same? A feeling of Deja Vu?"
Here are some of the replies:
"Personally, I feel that things are very different now than when I started my engineering career. When I started in 1977, I was told that I should have 10% of my time each week free to keep up with the latest technical journals and research topics that would help me learn how to improve my skills. If I didn't have that time, I was to discuss it with my supervisor. Try that in today's world.
I worked as a process engineer for a major chemical company in the early 1980s. Any project involved multiple meetings with various departments and several levels of management. Then I had to hand write a proposal and get it typed up. It had to include what we were planning to do, why we wanted to do it, what other options had been considered, potential downsides and hazards, mitigations for those hazards, and any other information that I thought was necessary to get my boss, and possibly his boss, to sign off without having to rewrite the proposal and send it back to typing.
Today, most of this type of project work is handled with computer programs and emails. This seems to have greatly reduced the amount of face-to-face time that people spend on projects. This means that younger engineers do not get the benefit of all the things that the older engineers have seen in their careers. This may what you mean by making the same mistakes that were made back then. I can still remember several little tidbits that I learned just sitting in meetings with people who had been around awhile.
Based on what I see in MOCs, we are not documenting things nearly as completely as we did back then. Maybe I just didn't want to have to rewrite the proposal, but I tried to be very thorough with my proposals, which meant a lot of research and discussion up front. I do not see that level of detail in most of the proposals that come across my desk now."
"I write from Canada. We may be typical, or we may be unique in the following challenges:
- Downsizing in the 80's and early 90's reduced numbers of engineers, amount of engineering supervision, formal training, access to journals at work, and conference attendance. Far fewer well-rounded engineers in the 45-60 age group now work in Canada because of that attrition and lack of development and mentoring
- Computer use in university courses increased in the same time period. Answers came out of the computers, rather than working through the problems on paper. A certain loss of the "feel" for the right answer tends to plague our younger engineers--there is a tendency to trust what the computer results say without the same level of engineering judgement that people had to have in "the old days"
- In Canada, due to the boom and bust nature of the oil and gas business, when Canadian-trained engineers can't fill the job market, engineers are hired from other countries. While the education received may be comparable to Canada's, proper understanding of the severe challenges of process facilities in very cold climates is often missing, and things aren't built properly to get through the first winter
- Pursuant to the previous point, familiarity with Canadian & provincial codes, standards, practices, and environmental legislation can be lacking in foreign-hired engineers, which can mean re-design is required. Re-design can introduce process hazards late in the design stages.
- The "lean and mean" mandate of many of the operating companies drives projects to be "fast-tracked" as a rule, rather than the exception. Equipment is ordered before the design has gone through a proper process hazards analysis review. Furthermore, serious errors in design may or may not be discovered during the PHA because it, in turn is fast-tracked.
- Fast-tracking projects and finding errors in the design at a late stage drives band-aid solutions to address the hazards that are found--typically, more alarms and emergency shutdowns and interlocks. This drives more maintenance costs and the need for more instrument technicians.
- The "lean and mean" mandate of the operating companies limits the numbers of instrument technicians employed. Everybody ends up working more overtime, being tired, lacking ownership, and incidents are more likely to occur.
Bottom line: I agree. If we don't see more process safety incidents in Canada over the next decade, it will be because of very good fortune. On the upside, our universities are including more training in process safety, and superior PHA tools such as PFFM are available--the question is, will we have the courage and commitment to apply them"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Here are some of the replies:
"Personally, I feel that things are very different now than when I started my engineering career. When I started in 1977, I was told that I should have 10% of my time each week free to keep up with the latest technical journals and research topics that would help me learn how to improve my skills. If I didn't have that time, I was to discuss it with my supervisor. Try that in today's world.
I worked as a process engineer for a major chemical company in the early 1980s. Any project involved multiple meetings with various departments and several levels of management. Then I had to hand write a proposal and get it typed up. It had to include what we were planning to do, why we wanted to do it, what other options had been considered, potential downsides and hazards, mitigations for those hazards, and any other information that I thought was necessary to get my boss, and possibly his boss, to sign off without having to rewrite the proposal and send it back to typing.
Today, most of this type of project work is handled with computer programs and emails. This seems to have greatly reduced the amount of face-to-face time that people spend on projects. This means that younger engineers do not get the benefit of all the things that the older engineers have seen in their careers. This may what you mean by making the same mistakes that were made back then. I can still remember several little tidbits that I learned just sitting in meetings with people who had been around awhile.
Based on what I see in MOCs, we are not documenting things nearly as completely as we did back then. Maybe I just didn't want to have to rewrite the proposal, but I tried to be very thorough with my proposals, which meant a lot of research and discussion up front. I do not see that level of detail in most of the proposals that come across my desk now."
"I write from Canada. We may be typical, or we may be unique in the following challenges:
- Downsizing in the 80's and early 90's reduced numbers of engineers, amount of engineering supervision, formal training, access to journals at work, and conference attendance. Far fewer well-rounded engineers in the 45-60 age group now work in Canada because of that attrition and lack of development and mentoring
- Computer use in university courses increased in the same time period. Answers came out of the computers, rather than working through the problems on paper. A certain loss of the "feel" for the right answer tends to plague our younger engineers--there is a tendency to trust what the computer results say without the same level of engineering judgement that people had to have in "the old days"
- In Canada, due to the boom and bust nature of the oil and gas business, when Canadian-trained engineers can't fill the job market, engineers are hired from other countries. While the education received may be comparable to Canada's, proper understanding of the severe challenges of process facilities in very cold climates is often missing, and things aren't built properly to get through the first winter
- Pursuant to the previous point, familiarity with Canadian & provincial codes, standards, practices, and environmental legislation can be lacking in foreign-hired engineers, which can mean re-design is required. Re-design can introduce process hazards late in the design stages.
- The "lean and mean" mandate of many of the operating companies drives projects to be "fast-tracked" as a rule, rather than the exception. Equipment is ordered before the design has gone through a proper process hazards analysis review. Furthermore, serious errors in design may or may not be discovered during the PHA because it, in turn is fast-tracked.
- Fast-tracking projects and finding errors in the design at a late stage drives band-aid solutions to address the hazards that are found--typically, more alarms and emergency shutdowns and interlocks. This drives more maintenance costs and the need for more instrument technicians.
- The "lean and mean" mandate of the operating companies limits the numbers of instrument technicians employed. Everybody ends up working more overtime, being tired, lacking ownership, and incidents are more likely to occur.
Bottom line: I agree. If we don't see more process safety incidents in Canada over the next decade, it will be because of very good fortune. On the upside, our universities are including more training in process safety, and superior PHA tools such as PFFM are available--the question is, will we have the courage and commitment to apply them"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Subscribe to:
Posts (Atom)
Mobile Phone usage in restricted area inside control building
Shankar Bhosale
Saudi Aramco Total Refinery and Petrochemical Company
http://www.exponent.com/files/Uploads/Documents/CellPhoneReport.pdf
Also, you can find a very good explanation of minimum ignition energy (MIE) in the CCPS text "Guidelines for Determining the Probability of Ignition of a Released Flammable Mass". Although in this case it was generally agreed that cell phones present an extremely low risk as an ignition source, the company decided it was not worth the risk and upheld the rule to ban cell phone use in the plant.
In addition to the potential ignition source issues, the question of distractions always arises. Yet, at the same time, most organizations have so integrated cell phone use into their daily business that lack of access is a definite reduction in efficiency. The impossible (or at least very difficult) issue to address is how to allow normal company business while excluding needless distractions. Most organizations have some restrictions in place at least on paper.
1. distracter for operations: can you imagine an operator control panel working and talking on the phone at the same time? ¿Differentiating between sounds alarm signals and tones phone?
Simply because of the sensitivity of the operations control room, should minimize the factors which could cause distraction operators control panel. This is the main reason for the restriction.
2. Possibly the emission of signals or other cellular radios, instruments may alter operating wirelessly, which generate false signals and the problems that we know that these can generate.
3. The cell phone is not a certified electronic equipment for hazardous areas and remember that by the characteristics of the control room, they can be exposed to flammable gases and vapors, and cell element could be the initiator of an explosion or fire.
Happy day.
In unrated control rooms or break rooms - There are numerous other unrated electrical devices in these rooms, so they do not create an increased ignition risk. It is a management issue to make sure employees are not using them excessively, and that they do not carry them outside into the classified area.