Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 17, 2016
Explosion-on-tanker-kills-two-one-missing
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 14, 2016
Fire in chemical factory near Hyderabad
Reports coming in of a major fire in a chemical factory near Hyderabad. Read and see video about it in this link.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 13, 2016
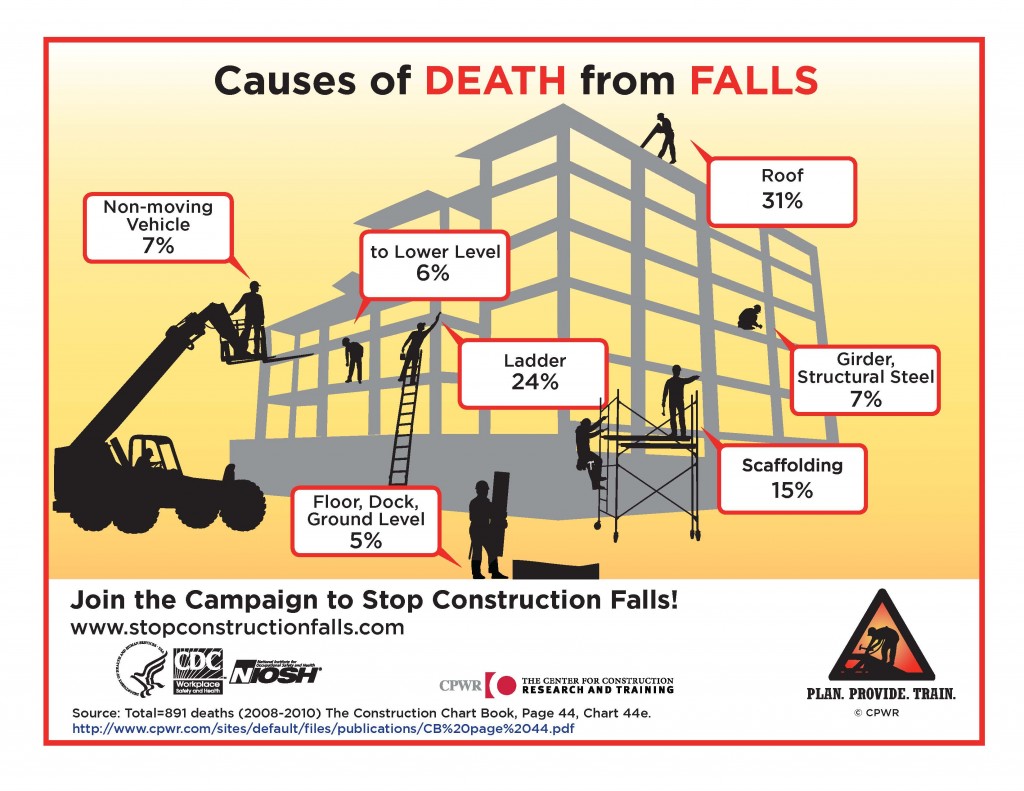
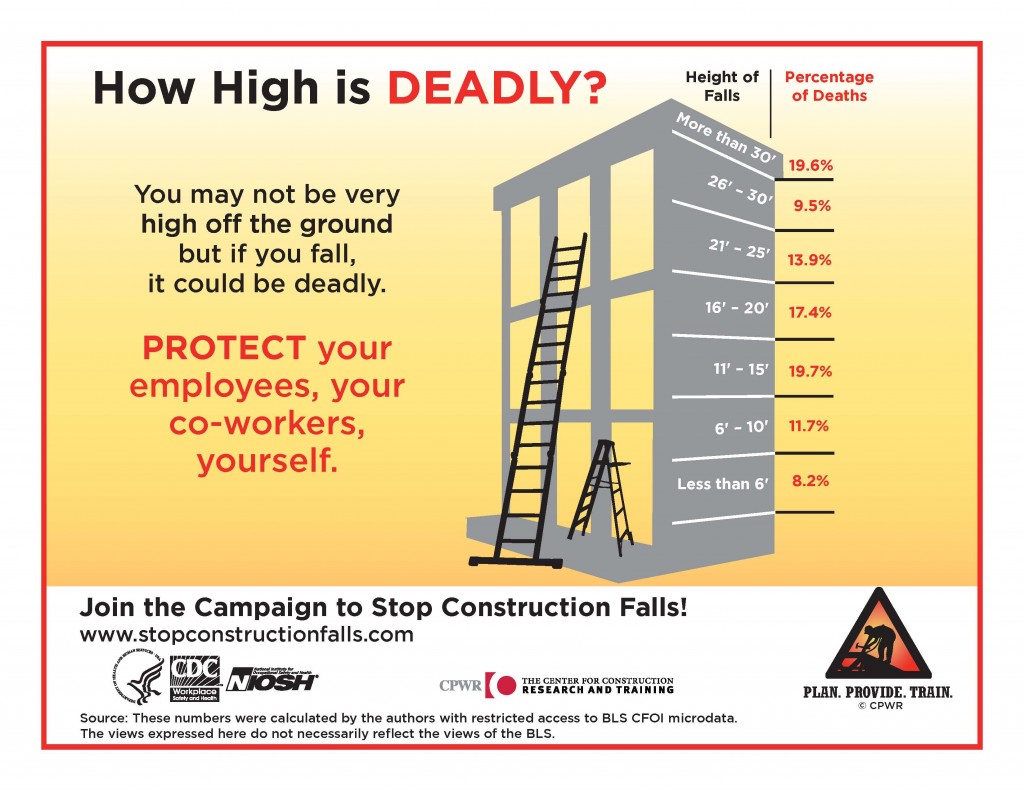
Working at height safety by OSHA


May 11, 2016
Detecting-leaks-in-gas-pipes-for-the-biggies
http://timesofindia.indiatimes.com/city/chennai/The-S-files-Detecting-leaks-in-gas-pipes-for-the-biggies/articleshow/51682957.cms
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 9, 2016
Ineffective Inspection, Maintenance Practices, Oversight Led to Washington Metrorail Fatal Accident
Ineffective Inspection, Maintenance Practices, Oversight Led to Washington Metrorail Fatal Accident
Reasons common to CPI accidents! The human is the connection.....
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Reasons common to CPI accidents! The human is the connection.....
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 6, 2016
Internal corrosion of gas cylinders and fire extinguishers
Thanks to Shri M.K.Rao, Executive Director of India Glycols limited for sending the following links to articles on how internal corrosion can effect gas cylinders and CO2 fire extinguishers.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
http://www.cryogas.com/pdf/
http://link.springer.com/
http://link.springer.com/
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 4, 2016
German nuclear plant in Bavaria infected with malware, logins compromised
https://www.rt.com/news/341083-germany-gundremmingen-plant-virus/
Are your control systems protected? I see there is a lack of enforcement of USB stick policy in many companies.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Are your control systems protected? I see there is a lack of enforcement of USB stick policy in many companies.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 2, 2016
Does government mean business on safety audit?
Does government mean business on safety audit?: Promises by people holding high office to make it mandatory have remained only on paper
Frequent industrial accidents have raised public alarm with the talk of conducting safety audit of each and
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Frequent industrial accidents have raised public alarm with the talk of conducting safety audit of each and
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
May 1, 2016
Are we forgetting lessons learnt in Process Safety Management?
I had recently posted this question in a forum: "In many of the process incidents I investigate, I see an eerie
connection to what we had done wrong ages ago when we started our
careers. This was a time in the 80's. For all you folks of that vintage,
are you experiencing the same? A feeling of Deja Vu?"
Here are some of the replies:
"Personally, I feel that things are very different now than when I started my engineering career. When I started in 1977, I was told that I should have 10% of my time each week free to keep up with the latest technical journals and research topics that would help me learn how to improve my skills. If I didn't have that time, I was to discuss it with my supervisor. Try that in today's world.
I worked as a process engineer for a major chemical company in the early 1980s. Any project involved multiple meetings with various departments and several levels of management. Then I had to hand write a proposal and get it typed up. It had to include what we were planning to do, why we wanted to do it, what other options had been considered, potential downsides and hazards, mitigations for those hazards, and any other information that I thought was necessary to get my boss, and possibly his boss, to sign off without having to rewrite the proposal and send it back to typing.
Today, most of this type of project work is handled with computer programs and emails. This seems to have greatly reduced the amount of face-to-face time that people spend on projects. This means that younger engineers do not get the benefit of all the things that the older engineers have seen in their careers. This may what you mean by making the same mistakes that were made back then. I can still remember several little tidbits that I learned just sitting in meetings with people who had been around awhile.
Based on what I see in MOCs, we are not documenting things nearly as completely as we did back then. Maybe I just didn't want to have to rewrite the proposal, but I tried to be very thorough with my proposals, which meant a lot of research and discussion up front. I do not see that level of detail in most of the proposals that come across my desk now."
"I write from Canada. We may be typical, or we may be unique in the following challenges:
- Downsizing in the 80's and early 90's reduced numbers of engineers, amount of engineering supervision, formal training, access to journals at work, and conference attendance. Far fewer well-rounded engineers in the 45-60 age group now work in Canada because of that attrition and lack of development and mentoring
- Computer use in university courses increased in the same time period. Answers came out of the computers, rather than working through the problems on paper. A certain loss of the "feel" for the right answer tends to plague our younger engineers--there is a tendency to trust what the computer results say without the same level of engineering judgement that people had to have in "the old days"
- In Canada, due to the boom and bust nature of the oil and gas business, when Canadian-trained engineers can't fill the job market, engineers are hired from other countries. While the education received may be comparable to Canada's, proper understanding of the severe challenges of process facilities in very cold climates is often missing, and things aren't built properly to get through the first winter
- Pursuant to the previous point, familiarity with Canadian & provincial codes, standards, practices, and environmental legislation can be lacking in foreign-hired engineers, which can mean re-design is required. Re-design can introduce process hazards late in the design stages.
- The "lean and mean" mandate of many of the operating companies drives projects to be "fast-tracked" as a rule, rather than the exception. Equipment is ordered before the design has gone through a proper process hazards analysis review. Furthermore, serious errors in design may or may not be discovered during the PHA because it, in turn is fast-tracked.
- Fast-tracking projects and finding errors in the design at a late stage drives band-aid solutions to address the hazards that are found--typically, more alarms and emergency shutdowns and interlocks. This drives more maintenance costs and the need for more instrument technicians.
- The "lean and mean" mandate of the operating companies limits the numbers of instrument technicians employed. Everybody ends up working more overtime, being tired, lacking ownership, and incidents are more likely to occur.
Bottom line: I agree. If we don't see more process safety incidents in Canada over the next decade, it will be because of very good fortune. On the upside, our universities are including more training in process safety, and superior PHA tools such as PFFM are available--the question is, will we have the courage and commitment to apply them"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Here are some of the replies:
"Personally, I feel that things are very different now than when I started my engineering career. When I started in 1977, I was told that I should have 10% of my time each week free to keep up with the latest technical journals and research topics that would help me learn how to improve my skills. If I didn't have that time, I was to discuss it with my supervisor. Try that in today's world.
I worked as a process engineer for a major chemical company in the early 1980s. Any project involved multiple meetings with various departments and several levels of management. Then I had to hand write a proposal and get it typed up. It had to include what we were planning to do, why we wanted to do it, what other options had been considered, potential downsides and hazards, mitigations for those hazards, and any other information that I thought was necessary to get my boss, and possibly his boss, to sign off without having to rewrite the proposal and send it back to typing.
Today, most of this type of project work is handled with computer programs and emails. This seems to have greatly reduced the amount of face-to-face time that people spend on projects. This means that younger engineers do not get the benefit of all the things that the older engineers have seen in their careers. This may what you mean by making the same mistakes that were made back then. I can still remember several little tidbits that I learned just sitting in meetings with people who had been around awhile.
Based on what I see in MOCs, we are not documenting things nearly as completely as we did back then. Maybe I just didn't want to have to rewrite the proposal, but I tried to be very thorough with my proposals, which meant a lot of research and discussion up front. I do not see that level of detail in most of the proposals that come across my desk now."
"I write from Canada. We may be typical, or we may be unique in the following challenges:
- Downsizing in the 80's and early 90's reduced numbers of engineers, amount of engineering supervision, formal training, access to journals at work, and conference attendance. Far fewer well-rounded engineers in the 45-60 age group now work in Canada because of that attrition and lack of development and mentoring
- Computer use in university courses increased in the same time period. Answers came out of the computers, rather than working through the problems on paper. A certain loss of the "feel" for the right answer tends to plague our younger engineers--there is a tendency to trust what the computer results say without the same level of engineering judgement that people had to have in "the old days"
- In Canada, due to the boom and bust nature of the oil and gas business, when Canadian-trained engineers can't fill the job market, engineers are hired from other countries. While the education received may be comparable to Canada's, proper understanding of the severe challenges of process facilities in very cold climates is often missing, and things aren't built properly to get through the first winter
- Pursuant to the previous point, familiarity with Canadian & provincial codes, standards, practices, and environmental legislation can be lacking in foreign-hired engineers, which can mean re-design is required. Re-design can introduce process hazards late in the design stages.
- The "lean and mean" mandate of many of the operating companies drives projects to be "fast-tracked" as a rule, rather than the exception. Equipment is ordered before the design has gone through a proper process hazards analysis review. Furthermore, serious errors in design may or may not be discovered during the PHA because it, in turn is fast-tracked.
- Fast-tracking projects and finding errors in the design at a late stage drives band-aid solutions to address the hazards that are found--typically, more alarms and emergency shutdowns and interlocks. This drives more maintenance costs and the need for more instrument technicians.
- The "lean and mean" mandate of the operating companies limits the numbers of instrument technicians employed. Everybody ends up working more overtime, being tired, lacking ownership, and incidents are more likely to occur.
Bottom line: I agree. If we don't see more process safety incidents in Canada over the next decade, it will be because of very good fortune. On the upside, our universities are including more training in process safety, and superior PHA tools such as PFFM are available--the question is, will we have the courage and commitment to apply them"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 29, 2016
Fire doused at Biomax after a 40-hour battle
Fire doused at Biomax after a 40-hour battle:
"Though the flames were extinguished in the evening, smoke is still billowing out from the debris. We have to be careful for the next 24 hours.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
"Though the flames were extinguished in the evening, smoke is still billowing out from the debris. We have to be careful for the next 24 hours.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
The bio diesel tanks fire
A couple of pictures of the bio diesel facility tank farm fire in Andhra Pradesh.


April 27, 2016
Biodiesel Magazine - The Latest News and Data About Biodiesel Production
With news reports coming in of a major fire in a bio diesel facility in Andhra Pradesh, it is relevant to mention the importance of process safety in such facilities. Read an article about this in this link:
Biodiesel Magazine - The Latest News and Data About Biodiesel Production
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Biodiesel Magazine - The Latest News and Data About Biodiesel Production
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 26, 2016
Tanks and Liners: Is Conventional Wisdom or Reliance on Internet-Based Answers Putting your Company at Risk? : Products Finishing
Tanks and Liners: Is Conventional Wisdom or Reliance on Internet-Based Answers Putting your Company at Risk? : Products Finishing
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 21, 2016
Blast in petrochemical plant in Mexico kills 3
Read about an explosion in a petrochemical plant in Mexico that has killed 3 persons in this link.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Quick intervention helps avert major explosion as LPG tanker overturns
Quick intervention helps avert major explosion as LPG tanker overturns:
Soon, a fire broke out in a hotel located about 200 metres away from the accident spot, following fluctuation in power supply. A fire tender reached the spot at 12.30 a.m. and began pouring water over
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Soon, a fire broke out in a hotel located about 200 metres away from the accident spot, following fluctuation in power supply. A fire tender reached the spot at 12.30 a.m. and began pouring water over
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
The dangers of contact cleaners
Read about the dangers of contact cleaners that are used ubiquitously in the CPI in the safety bulletin in this link
Train your maintenance and operation personnel about the hazards involved with such cleaners.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 18, 2016
How we prevent another West ammonium nitrate explosion: Q
How we prevent another West ammonium nitrate explosion: Q: In January, the Tribune-Herald published the U.S. Chemical Safety Board’s findings and recommendations regarding storage of fertilizer-grade ammonium nitrate after a 2½-year study of the fire at and explosion of the West Fertilizer Company. The blast left 15 people dead (12 of them first responders) and more than 260 injured; it destroyed or seriously damaged homes, schools and a nursing home — more than 150 buildings in all — in West, population 2,800. Before the board’s formal report to the public (but after privately reporting to family members of the dead), Trib opinion editor Bill Whitaker and veteran staff writer J.B. Smith sat down to discuss the findings with Chemical Safety Board Chairwoman Vanessa Sutherland and lead investigator Johnnie Banks. They discussed the importance of construction materials in facilities housing ammonium nitrate; how the tragedy of West influenced Texas firefighters in a potentially deadly ammonium nitrate fire a year later; and whether the fertilizer industry is doing enough to stress safety.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 17, 2016
Fire in petrochemical plant kills 12
News reports coming in of a fire in Jubail United Petrochemical Plant in Saudi Arabia, during maintenance, which has killed 12 people and injured others. 3 Indians are reported to be among those killed. I know that these companies follow very good safety management systems and this serves as a reminder about how careful we must be.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 15, 2016
The use of Residual current circuit breakers
The use of 30 milliampere RCDs has been commonplace.RCDs used to be called ELCBs –
earth leakage circuit breakers.
Safety switches monitor the leakage of electrical current to earth through faulty appliances or incorrect wiring and disconnect the power quickly.
A safety switch can cut off power in 30 milliseconds - a 30th of a heart beat.
If a fault occurs in an appliance or wiring causing current to flow to earth - perhaps through a person - the switch's earth leakage sensor responds to the imbalance of current and cuts the power.
However, the passage of 30mA through a person, even for only 30 milliseconds, may be painful. Unfortunately, for the RCD to work when a person is involved, this has to happen! If the person affected is on a ladder or in a similar elevated situation this shock may cause a fall, which could lead to further injuries!
Over the years the mining and quarrying industry has become familiar with, and in some cases, over-dependent, on these devices. It appears as if people are relying purely on the RCD to protect them rather than ensuring that the equipment is being used correctly. One incident occurred recently where a contractor using a portable device which had no "Test or Tag" label stated emphatically that it was not necessary as the outlet he was using was protected by a 30mA RCD! There have been several reported incidents where portable appliances and/or their power leads have been subject to excessive moisture and the operator felt a tingle. Fortunately the RCD worked and no long-term ill effects occurred.
An RCD is an electro-mechanical device that is inherently extremely reliable, however, they can fail and in this case the tingle may become more serious!
An RCD is there to isolate faulty electrical items; the primary barrier to prevent inadvertent contact with dangerous electrical conductors is the integrity of the insulation.
The users of portable electrical appliances and/or electrical leads must ensure that they are not subject to mechanical abuse or the ingress of water. Testing and tagging should weed out damaged items but will not eliminate misuse particularly if moisture is present. The user has the primary responsibility and obligation to visually check and use portable appliances in a safe manner.
NB: An RCD will not provide protection against a live to neutral fault!
Courtesy: Queensland department of mines:
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Safety switches monitor the leakage of electrical current to earth through faulty appliances or incorrect wiring and disconnect the power quickly.
A safety switch can cut off power in 30 milliseconds - a 30th of a heart beat.
If a fault occurs in an appliance or wiring causing current to flow to earth - perhaps through a person - the switch's earth leakage sensor responds to the imbalance of current and cuts the power.
However, the passage of 30mA through a person, even for only 30 milliseconds, may be painful. Unfortunately, for the RCD to work when a person is involved, this has to happen! If the person affected is on a ladder or in a similar elevated situation this shock may cause a fall, which could lead to further injuries!
Over the years the mining and quarrying industry has become familiar with, and in some cases, over-dependent, on these devices. It appears as if people are relying purely on the RCD to protect them rather than ensuring that the equipment is being used correctly. One incident occurred recently where a contractor using a portable device which had no "Test or Tag" label stated emphatically that it was not necessary as the outlet he was using was protected by a 30mA RCD! There have been several reported incidents where portable appliances and/or their power leads have been subject to excessive moisture and the operator felt a tingle. Fortunately the RCD worked and no long-term ill effects occurred.
An RCD is an electro-mechanical device that is inherently extremely reliable, however, they can fail and in this case the tingle may become more serious!
An RCD is there to isolate faulty electrical items; the primary barrier to prevent inadvertent contact with dangerous electrical conductors is the integrity of the insulation.
The users of portable electrical appliances and/or electrical leads must ensure that they are not subject to mechanical abuse or the ingress of water. Testing and tagging should weed out damaged items but will not eliminate misuse particularly if moisture is present. The user has the primary responsibility and obligation to visually check and use portable appliances in a safe manner.
NB: An RCD will not provide protection against a live to neutral fault!
Courtesy: Queensland department of mines:
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 11, 2016
What if somebody opens a door during flight?
What if somebody opens a door during flight?
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 9, 2016
Explosion-at-petrobras-oil-refinery/
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 8, 2016
PROCESS SAFETY CULTURE POSTER
https://store.iomosaic.com/docs/whitepapers/Process%20Safety%20Culture%20poster_CCPS%20Europe%20watermark.pdf
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 7, 2016
http://www.delawareonline.com/story/money/2016/04/01/dupont-closing-texas-plant-where-4-died/82512270/
http://www.delawareonline.com/story/money/2016/04/01/dupont-closing-texas-plant-where-4-died/82512270/
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Emergency Preparedness and Response | Safety and Health Guides - Critical Incident Stress Guide
When I investigate fatal accidents in chemical industries, I often
see the witnesses are traumatized due to the horrific nature of the
incident and the persons who are gravely injured or killed may be their
colleague.
OSHA has published a critical incident stress guide which must be made part of every organisations emergency response recovery phase. You can read it in the link given below:
Emergency Preparedness and Response | Safety and Health Guides - Critical Incident Stress Guide
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
OSHA has published a critical incident stress guide which must be made part of every organisations emergency response recovery phase. You can read it in the link given below:
Emergency Preparedness and Response | Safety and Health Guides - Critical Incident Stress Guide
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 6, 2016
Poignant message!

Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 4, 2016
The Link between Reliability and Safety
The Link between Reliability and Safety
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
April 1, 2016
Incorrect rotation of positive displacement pump
Incorrect rotation of positive displacement pump
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
March 30, 2016
Interesting presentation on human factors by NTSB
http://www.ntsb.gov/news/speeches/RSumwalt/Documents/Sumwalt_140112.pdf
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
March 25, 2016
Seafood Company Had History Of Violations, Including Ammonia Concerns
Seafood Company Had History Of Violations, Including Ammonia Concerns: The seafood company where an employee was killed in an ammonia leak that prompted a large Hazmat response Wednesday had a history of OSHA violations.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
University of Hawaii researcher loses arm in lab explosion | Chemistry World
University of Hawaii researcher loses arm in lab explosion | Chemistry World
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
March 24, 2016
Automatic mustering and personnel locating system
Automatic mustering and personnel locating system
Note: The above is for information purposes only
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Note: The above is for information purposes only
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
March 21, 2016
Safety in oil movement and storage
Safety in oil movement and storage
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
March 18, 2016
Remote Safety Shower Monitoring Using Wireless Transmitters
Remote Safety Shower Monitoring Using Wireless Transmitters
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
March 14, 2016
Eight killed in Thai bank chemical accident
Eight killed in Thai bank chemical accident:
At least eight people were killed and seven others injured after fire suppression chemicals were accidentally released at a bank in Thailand's capital Bangkok, the media reported on Monday.
This incident has lessons for us in CPI- what is your control room fire suppression system? Do you practice drills in case the system is activated? Does the timer for evacuation allow enough time for all people to escape?
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
At least eight people were killed and seven others injured after fire suppression chemicals were accidentally released at a bank in Thailand's capital Bangkok, the media reported on Monday.
This incident has lessons for us in CPI- what is your control room fire suppression system? Do you practice drills in case the system is activated? Does the timer for evacuation allow enough time for all people to escape?
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
March 10, 2016
EPA safety alert on applicability and limitations of excess flow valves
EPA safety alert on applicability and limitations of excess flow valves
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
March 7, 2016
Sewage systems and H2S
Plant and housing colonies sewer systems must be treated as a confined space entry with permit requirements as they may contain hydrogen sulfide. Read about a warning in this link
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
March 4, 2016
Hydrotest fatality
Hydrotest fatality incident
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
March 1, 2016
The Value of Machine Criticality Ratings
The Value of Machine Criticality Ratings
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
February 28, 2016
OSHA QUICK CARD: Hazard Communication Standard Pictogram
OSHA QUICK CARD: Hazard Communication Standard Pictogram
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
February 26, 2016
Confined space hazard alert
Confined space hazard alert
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
February 24, 2016
Baffles Needn't Be Baffling | Chemical Processing
Baffles Needn't Be Baffling | Chemical Processing
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
February 22, 2016
Work permit incident
A hot liquid sulphur splashed in the
surrounding area as a maintenance technician opened a filter cover on a live
line. Fortunately, no injuries happened.
Operations raised notification to clean the filter in the molten sulphur line. A work permit was raised by maintenance personnel. Shift Supervisor approved the permit without asking the field operator to isolate the equipment. Field operator also signed the hard copy of the permit without isolating the equipment. However, the field operator told the maintenance foreman that the line is not yet isolated and it would be isolated when he was ready to carry out the job. The maintenance foreman gave the permit to the technician but forgot to tell him that it was still live. The technician opened the drain blind flange and opened the drain valve. On finding nothing coming out, he opened the filter cover. Since the line was not isolated hot liquid sulphur sprayed all over the area. Fortunately nobody was injured.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Operations raised notification to clean the filter in the molten sulphur line. A work permit was raised by maintenance personnel. Shift Supervisor approved the permit without asking the field operator to isolate the equipment. Field operator also signed the hard copy of the permit without isolating the equipment. However, the field operator told the maintenance foreman that the line is not yet isolated and it would be isolated when he was ready to carry out the job. The maintenance foreman gave the permit to the technician but forgot to tell him that it was still live. The technician opened the drain blind flange and opened the drain valve. On finding nothing coming out, he opened the filter cover. Since the line was not isolated hot liquid sulphur sprayed all over the area. Fortunately nobody was injured.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
February 19, 2016
Inside the control room of the future: Experion Orion Console [VIDEO]
Inside the control room of the future: Experion Orion Console [VIDEO]: Honeywell Process Solutions offered a rare insight into the development work being done in Australia to create the advanced display technology that brings the plant control room of the future to life.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
February 15, 2016
IOCL Paradip Refinery: An Engineering Marvel IOCL
Read about the details of the recently commissioned Paradip refinery in this link. The CCR is blast proof.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
February 11, 2016
Massive fire at steel plant in UK caused by lightning
News reports coming in of a massive fire at a steel plant in UK, attributed to lightning. See the news and pictures in this link
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
February 10, 2016
The Chemical Engineer | News | Three killed in Pemex rig fire
The Chemical Engineer | News | Three killed in Pemex rig fire
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
February 9, 2016
6 burnt alive in factory blast
6 burnt alive in factory blast:
Six workers were burnt alive and one sustained injuries in a fire following an explosion at around 6.30 a.m. in Hasita Aromatics Private Limited factory, at Maheshwaram, located in Telegana.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Six workers were burnt alive and one sustained injuries in a fire following an explosion at around 6.30 a.m. in Hasita Aromatics Private Limited factory, at Maheshwaram, located in Telegana.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
February 8, 2016
TransAsia Airways slammed for poor flight safety management | Society | FOCUS TAIWAN - CNA ENGLISH NEWS
Lessons to learn:
TransAsia Airways slammed for poor flight safety management | Society | FOCUS TAIWAN - CNA ENGLISH NEWS
'Though the council put most of the blame for the accident in Penghu on the pilots, it said the airline was also responsible, citing numerous flaws in the carrier's management, including inadequate risk management processes and ineffective safety meetings.
It also questioned senior management's commitment to safety."
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
TransAsia Airways slammed for poor flight safety management | Society | FOCUS TAIWAN - CNA ENGLISH NEWS
'Though the council put most of the blame for the accident in Penghu on the pilots, it said the airline was also responsible, citing numerous flaws in the carrier's management, including inadequate risk management processes and ineffective safety meetings.
It also questioned senior management's commitment to safety."
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
February 5, 2016
Propane incident
Read about a propane explosion in the incident available in this link.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
February 1, 2016
Handling of a cyclone with high wind speeds
I was recently talking to the Unit Head and Head-EHS of a large chemical company which had safely managed a cyclone of wind speeds upto 220 KPMH. They had warning about the cyclone and had planned very well, safely shutting down the plants ahead of the cyclone. Their lessons learnt are summarised as follows:
There is no greater safeguard than pre planning to the last detail before the cyclcone hits.
You must have alternate means of communication (radio) ready
Big trees should be avoided near OHC, Fire station, emergency control centres, main entrances etc as they may fall and block access.
Access to JCB's which can be used to clear pathways is necessary.
Remember every cyclone has an eye. Once the initial phase passes, there will be a calm when the eye passes, followed again by ferocious winds, when the rest of the cyclone passes through.
Insulation damage is inevitable and a plan to restart the plant with partial insulation should be discussed and a management of change done.
The unit managed the cyclone safely without a single injury. Hats off to them!
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
There is no greater safeguard than pre planning to the last detail before the cyclcone hits.
You must have alternate means of communication (radio) ready
Big trees should be avoided near OHC, Fire station, emergency control centres, main entrances etc as they may fall and block access.
Access to JCB's which can be used to clear pathways is necessary.
Remember every cyclone has an eye. Once the initial phase passes, there will be a calm when the eye passes, followed again by ferocious winds, when the rest of the cyclone passes through.
Insulation damage is inevitable and a plan to restart the plant with partial insulation should be discussed and a management of change done.
The unit managed the cyclone safely without a single injury. Hats off to them!
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 28, 2016
Agencies need to address ammonium nitrate safety, report on West Fertilizer explosion says | AgriPulse
Agencies need to address ammonium nitrate safety, report on West Fertilizer explosion says | AgriPulse
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Hazards of aerosol cans
"Two electricians suffered singeing burns when residue in an
electrical switchgear cubicle was ignited shortly after an electrical
contact cleaner aerosol had been used. In another case
solvent from a pressure can was ignited by a heat gun. A safety risk
exists where any aerosol container with flammable contents is used in a
confined space or near an ignition source, whether this is electrical
switchgear or some other source of raised temperature.
As they are used so frequently, it is important to refer to information on the can itself or preferably to the appropriate material safety data sheet regarding the flammability of the contents or any other restrictions on usage. Some material safety data sheets state that the aerosol container must not be used in confined spaces or may burst if exposed to temperatures exceeding 50°C.Incorrectly used or stored aerosol containers may represent a safety risk. It is important that material safety data sheets are available" Courtesy Queensland Government - department of mines
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
As they are used so frequently, it is important to refer to information on the can itself or preferably to the appropriate material safety data sheet regarding the flammability of the contents or any other restrictions on usage. Some material safety data sheets state that the aerosol container must not be used in confined spaces or may burst if exposed to temperatures exceeding 50°C.Incorrectly used or stored aerosol containers may represent a safety risk. It is important that material safety data sheets are available" Courtesy Queensland Government - department of mines
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 26, 2016
Fire at Deccan Fine Chemicals unit
Fire at Deccan Fine Chemicals unit: Creates panic in Vizag villages
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 25, 2016
Updated: Worker injured as high-pressure hose ruptures at Cassar Ship Repair - The Malta Independent
Updated: Worker injured as high-pressure hose ruptures at Cassar Ship Repair - The Malta Independent
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 22, 2016
Common sense is not so common
I was chatting with a Plant Manager recently when he lamented the fact that his operators believed the instrumentation rather than common sense. A pump was not delivering the required flow, even though the current drawn by the motor was normal. The operators checked the position of the recirculation control valve in the DCS and it indicated close. They then requested maintenance to replace the pump twice but the problem remained. Finally they found out that the recirculation valve was open in the field though it was indicating close in the DCS.
I see similar things happen in complicated PSM systems where poeple loose sight of what is the objective of PSM. PSM is common sense applied to keep the hazardous chemicals where they belong.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
I see similar things happen in complicated PSM systems where poeple loose sight of what is the objective of PSM. PSM is common sense applied to keep the hazardous chemicals where they belong.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 19, 2016
Deadly accident sounds alarm for safety in Chinese labs | Chemistry World
Deadly accident sounds alarm for safety in Chinese labs | Chemistry World
Good article on why lab safety needs to be focussed on .
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Good article on why lab safety needs to be focussed on .
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 17, 2016
One dead, three injured in plant accident
One dead, three injured in plant accident: One person is confirmed dead and three others injured following an incident Saturday afternoon involving a chemical explosion at a Pasadena chemical plant.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 16, 2016
Explosion report issued - Vernon Morning Star
Explosion report issued - Vernon Morning Star
The above news item about an incident investigation is worth reading as an explosion occurred in a dryer furnace because the combustion air fan was shut off before the furnace was cooled adequately. When the furnace was opened, an explosion occurred. This incidents highlights the importance of following SOP's
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
The above news item about an incident investigation is worth reading as an explosion occurred in a dryer furnace because the combustion air fan was shut off before the furnace was cooled adequately. When the furnace was opened, an explosion occurred. This incidents highlights the importance of following SOP's
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 14, 2016
U.S. Chemical Safety Board Finds Multiple Safety Deficiencies Led to February 2015 Explosion and Serious Near Miss at the Exxon Mobil Refinery in Torrance, California - General News - News | the U.S. Chemical Safety Board
Initial findings seem familiar!
U.S. Chemical Safety Board Finds Multiple Safety Deficiencies Led to February 2015 Explosion and Serious Near Miss at the Exxon Mobil Refinery in Torrance, California - General News - News | the U.S. Chemical Safety Board
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
U.S. Chemical Safety Board Finds Multiple Safety Deficiencies Led to February 2015 Explosion and Serious Near Miss at the Exxon Mobil Refinery in Torrance, California - General News - News | the U.S. Chemical Safety Board
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 13, 2016
Maintaining old assets
An interesting article has been published in Offshore Engineer, titled "Tackling the backlog".
It talks about how many assets in the UK oil exploration industry is more than 25 years old and that critical maintenance backlogs have been going up since 2010. It mentions "Safety critical maintenance backlog has increased from just above 700 man hours per installation to more than 4000, as at Q3-4 2014, with the increase having started from 2010, and the greatest rises in 2013 and 2014. Meanwhile, unplanned losses account for the greatest increase in the lost production efficiency, with planned shutdown time also increasing” . The article is worth a read. Please google "Offshore Engineer Tackling the backlog"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
It talks about how many assets in the UK oil exploration industry is more than 25 years old and that critical maintenance backlogs have been going up since 2010. It mentions "Safety critical maintenance backlog has increased from just above 700 man hours per installation to more than 4000, as at Q3-4 2014, with the increase having started from 2010, and the greatest rises in 2013 and 2014. Meanwhile, unplanned losses account for the greatest increase in the lost production efficiency, with planned shutdown time also increasing” . The article is worth a read. Please google "Offshore Engineer Tackling the backlog"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 10, 2016
Skyscraper blaze in Persian Gulf raises questions about safety | The Japan Times
Skyscraper blaze in Persian Gulf raises questions about safety | The Japan Times
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 8, 2016
Explosion in plant injures 4
http://www.breakingnews.com/t/IKq
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 7, 2016
Human error by a Pilot
On 08.08.2014, an Indian commercial passenger jet was involved in loss of altitude incident during cruise over Turkish Airspace. The incident occurred after the aircraft had flown for 04 hours 43 minutes from Mumbai. The aircraft was flying on westerly track which was between 230 and 300 degrees and was flying on auto pilot at a height of 32000 feet. The Pilot in command was undergoing controlled rest as per statutory requirements and the controls were with the First Officer.
The First Officer, while updating the direction heading 292 degree, instead turned the altitude knob to 292 FL (29000 feet) and pressed thereby causing the aircraft to descend as the auto pilot obeyed the order to descend to 29000 feet. The Turkish Air Traffic Controller noticed the aircraft descent and called through radio about the unauthorized descent. Subsequently, the First Officer pressed ALT HOLD and climbed back to FL320 (32000 feet). The First Officer then woke up the Captain who was undergoing controlled rest and informed him of the incident. (Source: DGCA incident report).
In our industry, there have been numerous incidents where wrong setpoints or outputs have been entered by the DCS operator, leading to plant upsets. Do you consider this in HAZOP's?
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
The First Officer, while updating the direction heading 292 degree, instead turned the altitude knob to 292 FL (29000 feet) and pressed thereby causing the aircraft to descend as the auto pilot obeyed the order to descend to 29000 feet. The Turkish Air Traffic Controller noticed the aircraft descent and called through radio about the unauthorized descent. Subsequently, the First Officer pressed ALT HOLD and climbed back to FL320 (32000 feet). The First Officer then woke up the Captain who was undergoing controlled rest and informed him of the incident. (Source: DGCA incident report).
In our industry, there have been numerous incidents where wrong setpoints or outputs have been entered by the DCS operator, leading to plant upsets. Do you consider this in HAZOP's?
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 5, 2016
One man dies in water-treatment plant explosion - MRT.com: Top Stories
One man dies in water-treatment plant explosion - MRT.com: Top Stories
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 4, 2016
OSHA Announces Top 10 Safety Violations for 2015
OSHA Announces Top 10 Safety Violations for 2015
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
January 1, 2016
December 31, 2015
Weak Sulphuric acid FRP tank collapse
In a factory, where 10 MT weak sulphuric acid was stored, suddenly the suction line valve tank nozzle assembly got broken and through this opening sulphuric acid drained out from the tank. This resulted in vacuum formation in the tank. This FRP tank hit against the supporting channel legs due to the formation of vacuum.
Causes :
1. The FRP tank was not maintained with a adequate strength and stability
2. The FRP tank was not tested and certified by the Competent person every year
Source: DGFASLI
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Causes :
1. The FRP tank was not maintained with a adequate strength and stability
2. The FRP tank was not tested and certified by the Competent person every year
Source: DGFASLI
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Urea prill tower incident
In a Fertilizer manufacturing factory urea manufactured in prill tower passes through a grizzly (a stainless steel sieve) and falls on a conveyor. To facilitate repair works to be carried out to a grizzly bar, two metal rods were placed above the grizzly bar and this was covered by a tarpaulin sheet.Right below this arrangement welding of grizzly bar was carried out. When the welding process was being carried out heavy lumps of urea started falling down from the prill tower and fell on the iron plates placed over the grizzly bar. The iron plates along with heavy lumps of urea fell on the workers working right below the covered tarpaulin sheet and they sustained head Injuries and died.
Causes :
The temporary arrangements made above the grizzly bar to facilitate welding work was not of a strong and rigid construction to withstand falling of heavy lumps of urea from prill tower.
Ref:DGFASLI
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Causes :
The temporary arrangements made above the grizzly bar to facilitate welding work was not of a strong and rigid construction to withstand falling of heavy lumps of urea from prill tower.
Ref:DGFASLI
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
December 26, 2015
How the Apollo 1 Fire Changed Spaceship Design Forever
Interesting article on how designers learn from their mistakes.....after all they are also human.
How the Apollo 1 Fire Changed Spaceship Design Forever
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
How the Apollo 1 Fire Changed Spaceship Design Forever
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
December 23, 2015
Accident and emergency | Chemistry World
Accident and emergency | Chemistry World
‘2015 should be remembered as a year when the chemical industry was sharply reminded of its social responsibility’
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
‘2015 should be remembered as a year when the chemical industry was sharply reminded of its social responsibility’
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
December 22, 2015
Empty drums are deadly drums
Often empty drums are treated with much less safety precautions than filled drums. An empty drum that has not been purged free of residues chemicals is a potential bomb. Read about an incident from HSE UK, with a small film about the incident in this link.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
December 18, 2015
Management of Change or Change of Management?
In 1999, when I was carrying out a PSM audit, we were auditing a maintenance mechanic. I was asking whether he can explain what is the meaning of management of change. He replied that when his company was recently taken over by another company, that is management of change!
Are you carrying out MOC for change in Management?
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Are you carrying out MOC for change in Management?
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
December 15, 2015
Whitepaper on dust explosions
Read a good white paper by Fike about Dust explosions in this link.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
December 11, 2015
Ammonia leak kills one
News reports coming in of an accident in an ammonia plant in Canada when a contractor employee who was doing weather proofing job on an ammonia storage tank was killed due to an ammonia release. Apparently, a piece of equipment struck a valve on the tank and caused the leak. This accident highlights the dangers of working with highly hazardous chemicals and the need for proper JSA's to be carried out.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
December 9, 2015
4 die in boiler explosion - TAMIL NADU - The Hindu
4 die in boiler explosion - TAMIL NADU - The Hindu
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
December 8, 2015
OSHA Investigating Explosion at Orla Gas Plant Previously Fined - KWES NewsWest 9 / Midland, Odessa, Big Spring, TX: newswest9.com |
OSHA Investigating Explosion at Orla Gas Plant Previously Fined - KWES NewsWest 9 / Midland, Odessa, Big Spring, TX: newswest9.com |
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Caspian sea oil rig fire
Thanks to S.Sanjeevi for sending news about the Caspian sea oil rig fire. Read about the incident in this link.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
December 6, 2015
Lessons relearned - TCE - inadequate isolations
Read a TCE article on Lessons relearned - inadequate isolations in this link.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
December 2, 2015
The Ghosts of Bhopal
On the 31st anniversary of the Bhopal Gas Disaster, and with the post Bhopal generation of Chemical Engineers now managing Chemical plants, let us remind ourselves that the Ghosts of Bhopal are still around. We continue to see compromises in process safety management leading to catastrophic accidents.
CSB finds that systemic failures at CAPECO included: (The highlighted failures are the same failures that happened in Bhopal)
I also managed to locate a Dec 31, 1984 article on the Bhopal Gas Disaster written in India Today. Read it in this link.
Read an eyewitness account of a IIT professor who was travelling by train at Bhopal station when the disaster occurred in this link
Remind your employees, including top management that the ghosts of Bhopal are still around by organizing a process safety week from December 2nd every year
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
- For a new generation who have grown up with ISO and PSM systems, remind yourself that systems alone cannot prevent accidents.
- You must not be deaf and blind to what the systems are telling you.
- You must also speak up and not be mute when you observe process safety issues.
- Do not forget the lessons from the past.
- For people at the highest level in the organization, do not get lulled into a false sense of security just because nothing has happened.
- Actively seek out bad news...remember the ghosts of Bhopal are still around, waiting to give you a scare....
CSB finds that systemic failures at CAPECO included: (The highlighted failures are the same failures that happened in Bhopal)
- A history of poorly maintaining terminal operations;
- An inherent financial pressure to fill the tanks within the Planning Department’s stipulated time, which was at odds with safety;
- A failure to learn from previous overfill incidents at the facility;
- A lack of preventative maintenance for the malfunctioning float and tape device, automatic tank gauge transmitters;
- An unreliable computer for calculating tank fill times;
- A lack of overfill prevention safeguards as an independent alarm;
- A lack of formal procedures for tank-filling operations for operators and managers;
- An insufficient mechanical integrity program for safety critical equipment;
- Poor adherence to human factors principles for safety critical equipment.
I also managed to locate a Dec 31, 1984 article on the Bhopal Gas Disaster written in India Today. Read it in this link.
Read an eyewitness account of a IIT professor who was travelling by train at Bhopal station when the disaster occurred in this link
Remind your employees, including top management that the ghosts of Bhopal are still around by organizing a process safety week from December 2nd every year
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
December 1, 2015
Beware of hose worm clamps!
A chemical cleaning unit of a heat exchanger was rigged up with hoses, fixed with clamps. When the cleaning operation was going on, one of the workers accidentally stepped on the hose which was sending in pressurised chemical cleaning solution. The hose worm clamp gave way and the hose sprayed chemical cleaning solution into the eyes of the worker, causing permanent damage to his vision.
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Contribute to the surviving victims of Bhopal by buying my book "Practical Process Safety Management"
Subscribe to:
Posts (Atom)